@ weld - Had a chemical plant that liked “Core Bright” from alloy rods on their stuff – so whatever esab has that looks the same (I'd call them). The boys loved it – shiny, good bead shape and pretty much refused to “fingernail” at the toes.
I kinda wish I'd come across that praxair gas-hat manual a long time ago (I think). Beside the obvious thing of promoting 2&3 part mixes for mo' money, I'd have some questions – Like “why in the wide-wide world of sports” would you want a 2 part purge gas that has argon/hydrogen, or nitrogen/hydrogen blends (Pg 15&18) and HydroStar H-2 & 5 for back purging on stainless pipe (Pg 17&18) in the praxair guide??? WTF - I need some help here.
I think it's reasonable to worry about mig because there are more variables to keep track of to get it right, and it's real easy to go wrong.
I looked at some recommendations (WFS-Volts-Travel speed) & quickly crashed with the evolutions lincoln has over the last 25 years in their docs. From the GMAW manual GS-100 in '90 to the first C4.200 GMAW manual in 10/99 there was little change and they used tables from ASM ninth edition 1983. In the latest PDF version of C4.200 (on line) the tri-mix is the ONLY gas listed for short circuit. I'll post a scan of the old timey lincoln short arc tables for gage to 1/8” & general settings GMAW for SS.
So, being dazed and confused, I decided to look at my lincoln's synergic Ar(mix) settings and what IT thinks it should be doing and it's no where NEAR close to tri-mix settings in the docs... What's left is to wonder if they want Ar/o2, or Ar/Co2 & what balance. It's not in the manual, but for steel the tuning is C25 for short arc - and for pulse it likes C10.
I'm pretty sure - that it wants a more active gas than 98Ar/2Co2 but less than old timey C25 settings looking at the volts, and the jump when the WFS goes from 362IPM to 412IPM. If so then I s'pect the C25 that used to show up with 200-300 stainless was used when corrosion was a non factor, like architectural stuff?
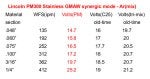
Attached the settings for 035” wire using lincoln SS GMAW synergic mode (PM300) in the third column. The forth & fifth column are SS GMAW settings from the 1991-2 Weld & Fab handbook. In the second attachment notice the volt drops when using Ar/o2 -6V & Ar/Co2 -5V in the left panel.
Matt